UMBAU:
Aufgrund des separaten Shaketune wird die Konfiguration aufgeteilt. Diese betrifft nunmehr eine All-in-One Kalibrierungsdatei für die Flow und PA Makros sowie das separate Shaketune. Dieses Video ist somit veraltet und sollte nicht mehr genutzt werden.
VERALTET: https://youtu.be/WPEqDEZ3IJo
Vielmehr ist dieses Video nun zu nutzen:
In diesem Tutorial wird die Installation und Nutzung des Kalibrierungsmakros gezeigt. Vielen Dank an die Autoren und Unterstützer:
Félix Boisselier: https://github.com/Frix-x
Link zum Github: Kalibrierung 3.0
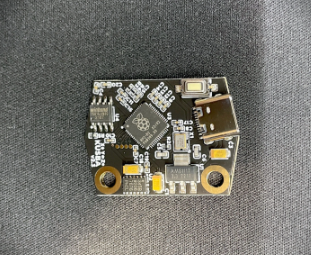
Das Kalibrierungsmakro umfasst eine Ressonanzmessung. Dafür wird ein ADXL benötigt. Für Anfänger ist dieser USB ADXL zu empfehlen:
USB-ADXL
Hardware:
https://de.aliexpress.com/item/1005005182131890.html
Installationsanleitung:
https://book.cryd.de/books/dokumente/page/tutorial-adxl345-einrichten
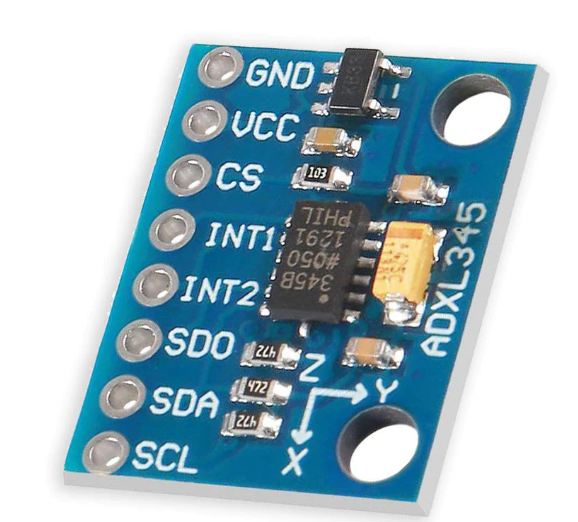
Alternativ lässt sich auch dieser ADXL nutzen. Dieser wird über die GPIO-Leiste angeschlossen:
GPIO-ADXL
Hardware:
https://www.roboter-bausatz.de/p/gy-291-accelerometer-mit-adxl345-chip
Installationsanleitung:
https://book.cryd.de/books/dokumente/page/tutorial-adxl345-einrichten
Dieses Makro ist darauf ausgelegt, dass sich die Klipper Konfigurationsdateien im Ordner home/pi/printer_data/ befinden.
Sollten sich die Konfigurationsdateien in diesem Ordner home/pi/klipper_config/ befinden bzw. sind im Order /printer_data nur Verlinkungen auf den Ordner /klipper_config vorhanden, ddann ist dieses Makro nur mit mehreren Anpassungen nutzbar. Dies ist manuell vorzunehmen und kann hier nicht weiter beschrieben werden.
Es empfiehlt sich die Ordnerstruktur neu aufzubauen. Dazu ist notwendig, Klipper komplett neu zu installieren. Ein Update erzeugt nur Verlinkungen.
Zunächst müssen die benötigten Files auf den Raspberry Pi installiert werden. Dazu kann folgender Befehl genutzt werden.
Es sind vier Befehle (im Video wurden noch drei genannt). Der vierte installiert noch benötigte Bibliotheken.
wget -P ~/printer_data/config https://github.com/cryd-s/klipper_scripts/raw/main/calibration_3.0/calibrate.cfg wget -P ~/printer_data/config https://github.com/cryd-s/klipper_scripts/raw/main/calibration_3.0/usb_adxl.cfg sudo apt update && sudo apt install python3-venv libopenblas-dev libatlas-base-dev -y wget -O - https://raw.githubusercontent.com/Frix-x/klippain-shaketune/main/install.sh | bash
Ist die Installation erfolgreich, so sind nach einer Aktualisierung der Mainsail-Oberfläche folgende Inhalte zu sehen:
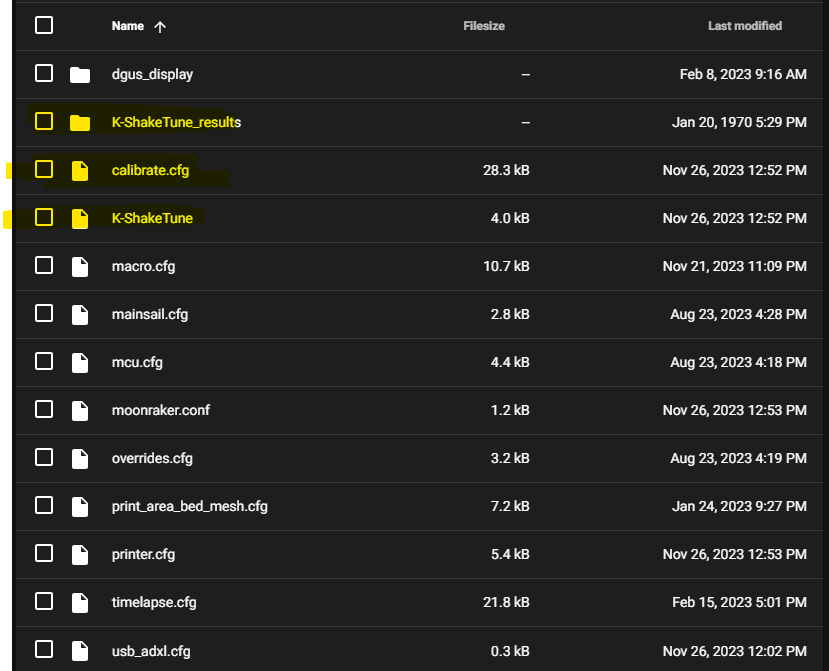
Zum Schluss muss die calibrate.cfg und die Shaketune Dateien eingebunden werden:
[include K-ShakeTune/*.cfg] [include calibrate.cfg]
Dies kann in die moonraker.conf eingespielt werden, damit die Ressonanztools einfach aktualisiert werden können
## Klippain Shake&Tune automatic update management [update_manager Klippain-ShakeTune] type: git_repo origin: https://github.com/Frix-x/klippain-shaketune.git path: ~/klippain_shaketune virtualenv: ~/klippain_shaketune-env requirements: requirements.txt system_dependencies: system-dependencies.json primary_branch: main managed_services: klipper
Mit folgendem Kommando wird KIAUH installiert
cd ~ git clone https://github.com/th33xitus/kiauh.git
Die Installation wird über KIAUH vorgenommen.
Zunächst wird Kiauh geöffnet
cd ~ ./kiauh/kiauh.sh
Wähle 4 (Advanced)
Wähle 8 (G-Code Shell Command)
Bestätige mit Y
Bestätige die Frage, ob eine Beispieldatei angelegt wird mit ja.
Schließe KIAUH mit B und danach Q
Kalibrierungsdateien einrichten
Als nächstes müssen die Dateien druckerspezifisch eingerichtet werden.
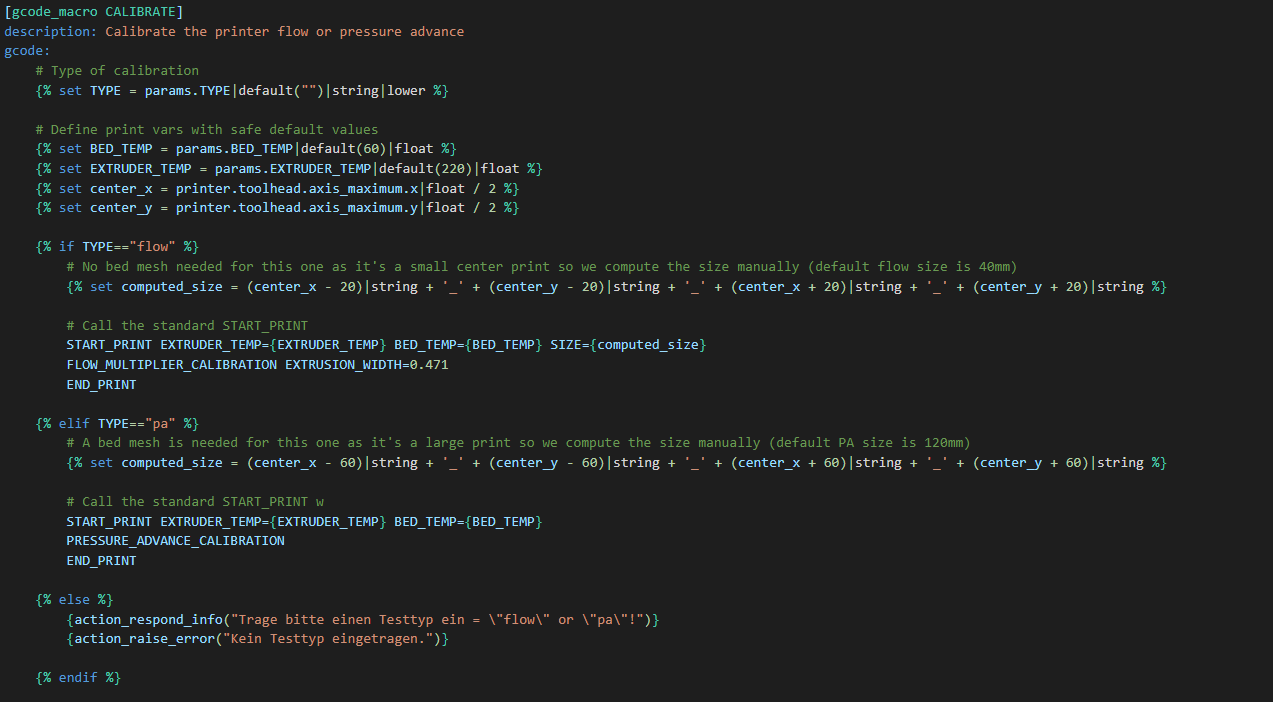
Diese calibrate.cfg beinhaltet alle Druckmakros. Es ist wie folgt aufgebaut:
- Calibrate (beinhaltet den Verweis auf euer Start- und Endmakro)
- PA Makro (beinhaltet die Kalibrierung des Pressure Advance)
- FLOW Makro (beinhaltet die Kalibrierung des Extrusion Multiplier)
Mit diesem Makro wird vor dem Test der Aufruf des Flow oder PA Test, das individuelle Start_Print Makro aufgerufen. Hier ist die Bed und Extrudertemperatur bereits eingetragen. Benötigt eurer Startmakro weitere Paramter, so sind diese hier einzutragen.
Alternativ kann das Flow und PA Makro direkt aufgerufen werden. Dabei ist jedoch zu beachten, dass vorher alle Schritte manuell durchzuführen sind (Home, QGL, Aufheizen, etc.)
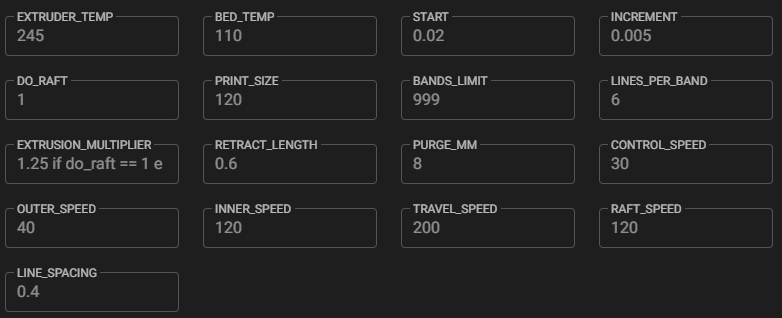
Die Parameter, die beim Aufruf des Makros PRESSURE_ADVANCE_CALIBRATION zur Verfügung stehen, sind hier zu finden:
| Parameter | Standardwert | Beschreibung |
|---|---|---|
| DO_RAFT | 1 | druckt eine „Basis“, um das Testgitter zu stützen (bessere Haftung des Bettes und leichtere Entfernung am Ende) |
| START | 0.02 | PA-Wert zum Starten |
| INCREMENT | 0.005 | PA-Wert, der für jedes folgende Band erhöht wird |
| EXTRUSION_MULTIPLIER | 1.25 wenn Raft aktiviert, 1.5 wenn deaktiviert | Extrusionsmultiplikator, der auf die Druckzeilen im Band angewendet wird |
| PRINT_SIZE | 120 | maximale Breite/Höhe, in mm, die der Test nutzen kann. Das Modell wird in der Mitte des Bettes gedruckt. |
| BANDS_LIMIT | 999 | optional kann die Anzahl der Bänder auf diese Weise begrenzt werden. Ansonsten werden so viele Bänder gedruckt, wie in die angegebene GRÖSSE passen. |
| LINES_PER_BAND | 6 | Anzahl der Zeilen pro Band. Die Hälfte davon sind Kontrollzeilen, die andere Hälfte sind Testzeilen. |
| LINE_SPACING | 0.4 | Abstand zwischen den einzelnen Zeilen eines Bandes |
| PURGE_MM | 8 | mm Filament, das vor dem Druckstart zum Druckstart geschoben wird (kann 0 sein, um zu deaktivieren) |
| RAFT_SPEED | 80 | Vorschubrate (in mm/s) für den Druck des Rafts |
| CONTROL_SPEED | 30 | Vorschubgeschwindigkeit (in mm/s) für den Druck der „Kontroll“-Linien in einem Band |
| OUTER_SPEED | 40 | Vorschub (in mm/s) für den Druck des äußeren Teils der „Test“-Zeilen in einem Band |
| INNER_SPEED | 80 | Vorschubgeschwindigkeit (in mm/s) für den Druck des inneren Teils der „Test“-Zeilen in einem Band |
| TRAVEL_SPEED | 200 | Vorschubgeschwindigkeit (in mm/s) für schnelle Verfahrbewegungen |
| RETRACT_LENGTH | 0.6 | Rückzugslänge in mm (verwenden Sie Ihren eigenen Rückzugswert für das Filament) |
Die Parameter, die beim Aufruf des Makros FLOW_MULTIPLIER_CALIBRATION zur Verfügung stehen, sind hier zu finden:
| Parameter | Standardwert | Beschreibung |
|---|---|---|
| DO_RAFT | 1 | druckt eine „Basis“, um die Schale zu stützen (bessere Bett-Haftung und leichteres Entfernen am Ende) |
| DO_RETRACT | 0 | Rückzug aktivieren/deaktivieren. Standardmäßig deaktiviert, um einen konstanten Fluss zu gewährleisten, kann aber bei Problemen mit dem Druck aktiviert werden. |
| PRINT_SIZE | 40 | Größe in mm, die für den Test auf dem Bett verwendet wird. Das Modell wird in der Mitte des Bettes gedruckt. |
| HEIGHT | 15 | Höhe in mm der gedruckten Schale |
| CORNER_RADIUS | 8 | Außenradius, der in den Ecken der Schale verwendet wird, um die Geschwindigkeit zu glätten und zu versuchen, einen konstanten Fluss über den Druck zu halten. |
| PERIMETERS | 2 | Anzahl der Perimeter, die zum Drucken der Schale verwendet werden. Wenn 1 Perimeter verwendet wird, ist es zwingend erforderlich, ein Mikrometer zum Messen zu verwenden: am besten ist es, >=2 zu verwenden. |
| FAN_SPEED | 20 | Prozentualer Anteil des Teillüfters, der für den Druck verwendet werden soll (wird nach dem Rafting eingesetzt) |
| EXTRUSION_MULTIPLIER | 1.00 | Extrusionsmultiplikator, der auf den Druck angewendet werden soll (verwenden Sie etwas, das dem realen Wert nahe kommt) |
| FILAMENT_DIAMETER | 1.75 | Durchmesser des aktuell im Gerät geladenen Filaments |
| EXTRUSION_WIDTH | 0.4 | Breite einer Extrusionslinie (als Ziel). Die Verwendung von 75-100% des Düsendurchmessers ist ein sicherer Wert. |
| LAYER_HEIGHT | 0.2 | Schichthöhe des Drucks. Vermeiden Sie einen zu kleinen Wert und versuchen Sie, in der Nähe von 0,5 * Düsendurchmesser zu bleiben. |
| CONTROL_SPEED | 80 | Vorschubgeschwindigkeit (in mm/s) für den Druck der Schale |
| RAFT_SPEED | 60 | Vorschubgeschwindigkeit (in mm/s) für den Druck des Floßes |
| TRAVEL_SPEED | 200 | Vorschubgeschwindigkeit (in mm/s) für schnelle Fahrbewegungen |
| Z_LIFT_SPEED | 20 | Vorschub (in mm/s) für Z-Lift-Bewegungen (grundsätzlich Z-Hop und Z-Ausrichtung) |
| RETRACT_SPEED | 50 | Vorschub (in mm/s) für Rückzug und Rückzug von Filamenten |
| RETRACT_LENGTH | 0.5 | Rückzugslänge in mm (verwenden Sie Ihren eigenen Rückzugswert für das Filament) |
| PURGE_MM | 1 | Menge des Filaments, um den Druck vor dem Drucken der Hauptlinie zu initiieren (kann 0 sein oder deaktiviert werden) |
Kalibrierungsmakros nutzen
Im folgenden werden die jeweiligen Makros erklärt.
Durch die calibration.cfg und die Shaketune Makros sind folgende Schaltflächen nutzbar:
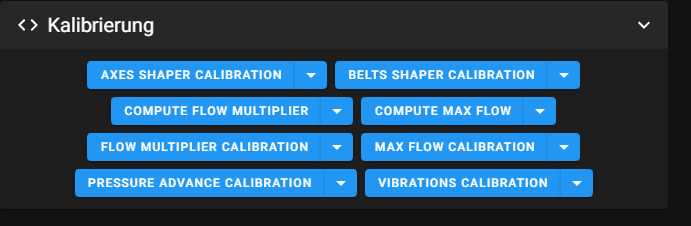
- PRESSURE ADVANCE (Kalibrierung des Pressure Advance)
- FLOW MULTIPLIER (Kalibrierung des Extrusion Multiplier)
- COMPUTE FLOW (separates Makro das den optimalen EP anhand der ermittelten Werte berechnet)
- AXES SHAPER Calibration (Kalibrierung des Input Shaper)
- BELT SHAPER Calibration (nur für Core XY Drucker – Prüft, die Spannung der Riemen)
- VIBRATION CALIBRATION Calibration (ermittelt die optimale Druckgeschwindigkeit)
- EXCITATE_AXIS_AT_FREQ (zum testen auf spezifischen Frequenzen
Folgende Werte können vor dem Start abgeändert werden (Hinterlegt sind die default Werte):
Ermittlung des PA:
Dieses Makro druckt eine Reihe von ¨Bändern¨, die jeweils mehrere Zeilen enthalten, wobei die ersten Zeilen langsam gedruckt und als Grundlinie/Kontrolle verwendet werden und die anderen mit variablen Geschwindigkeiten in der folgenden Reihenfolge: 25% der Zeile mit niedriger Geschwindigkeit, dann 50% mit hoher Geschwindigkeit und die letzten 25% wieder mit niedriger Geschwindigkeit gedruckt werden. Der PA wird für jedes Band erhöht.
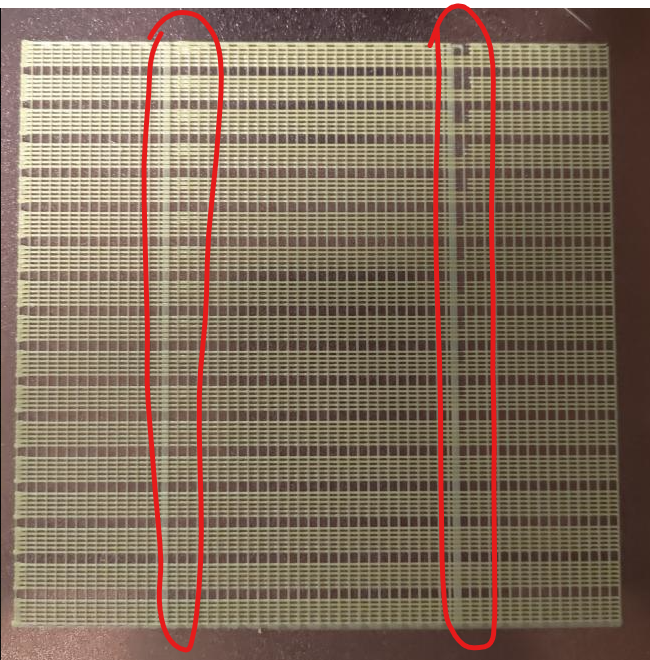
Das gedruckte Modell kann dann anhand der obersten und untersten Zeile in jedem Band überprüft werden: Artefakte des PA sind dort zu sehen, wo sich die Druckgeschwindigkeiten in jeder Zeile ändern. Sie müssen nur das höchste Band von unten finden, bei dem die oberen Linien noch ähnlich aussehen wie die unteren, ohne sichtbare Unregelmäßigkeiten in der Extrusionsbreite.
Zählen der Anzahl der Bänder von der Unterseite des Drucks, bis die Kontrolllinien ähnlich wie die Testlinien aussehen. Suche das Band, in dem es keine Ausbuchtung oder Lücke gibt, wie in der folgenden Abbildung:
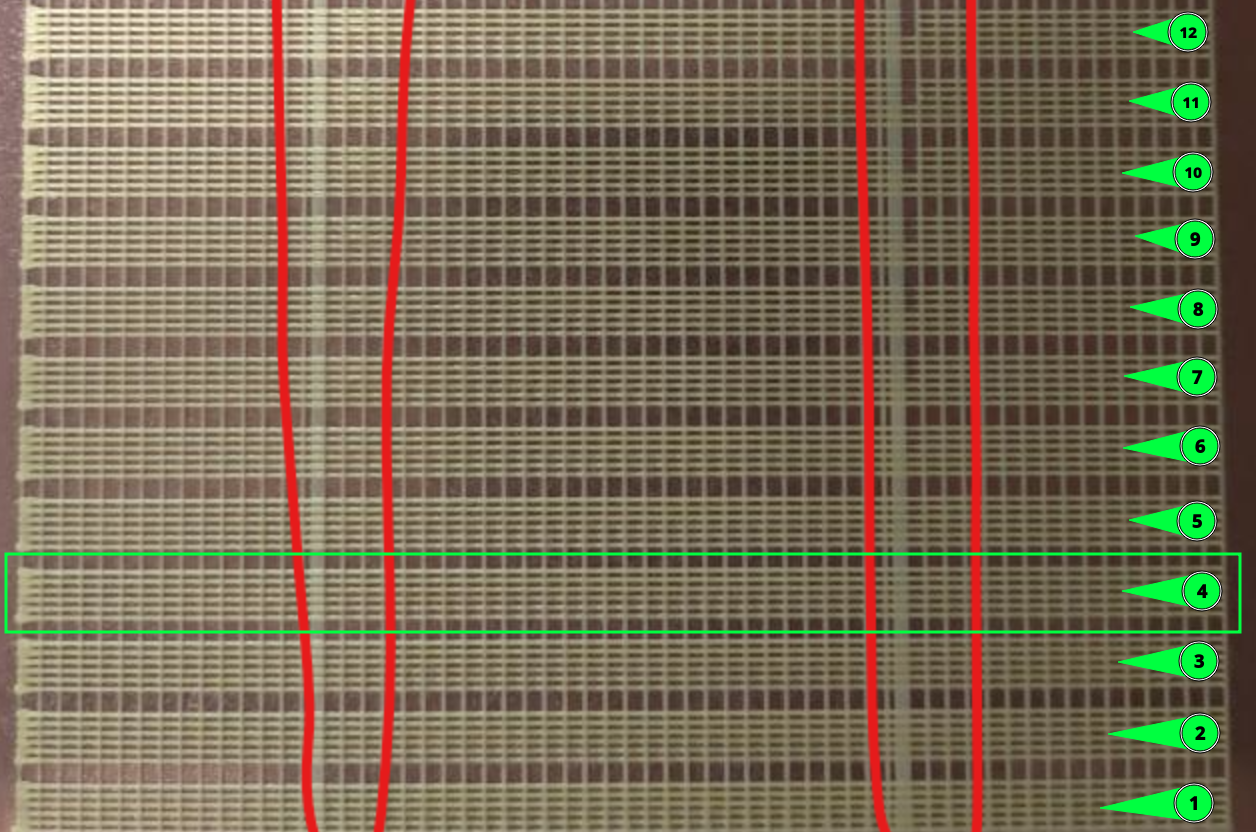
Verwenden die folgende Formel, um den neuen PA-Wert zu ermitteln:
NEW_PA = START + (INCREMENT * band_number)
Folgende Werte können vor dem Start abgeändert werden (Hinterlegt sind die default Werte):

Es arbeitet in zwei Phasen, bei denen zunächst das Makro FLOW_MULTIPLIER_CALIBRATION aufgerufen wird, um eine hohle Schale mit einer bekannten Anzahl von Perimetern auf der Grundlage der Slic3rPE flow math zu drucken. Die theoretische Schalendicke wird auch in der Fluidd/Mainsail-Konsole ausgedruckt und muss nach dem Druck mit einem Mikrometer oder Messschieber gemessen werden. Nach dem Eingeben in das zweite Makro COMPUTE_FLOW_MULTIPLIER MEASURED_THICKNESS=xxx.xxx wird der neue kalibrierte Durchfluss automatisch in der Fluidd/Mainsail-Konsole ausgedruckt.
Schließlich wird die Dicke der Schale mit einem Messschieber (oder besser noch mit einem Mikrometer) gemessen und das Berechnungsmakro mit dem gemessenen Wert aufgerufen.
COMPUTE_FLOW_MULTIPLIER MEASURED_THICKNESS=xxx.xxx
Es ist darauf zu achten, dass zwischen dem Druck und der Messung kein Neustart des Klippers durchgeführt wird, da sonst die gedruckten Schalenwerte gelöscht werden. Der neu berechnete Durchflusswert wird in der Web-Konsole angezeigt.
AXES SHAPER
BELT SHAPER
VIBRATION